OK ladies and gentlemen;
After three months work (quite literally!) I have finally finished sculpting, moulding and casting all of the 'must have' vehicles that I need to have for my Black Brigade... finally I can get back to painting!
So I thought I would give you guys a State of the World (of the Black Brigade) address so you can keep abreast of whats going on.
This is, as I have mentioned more than a few times previously, my first venture into casting so I whilst I was aiming for the best I was at least aware that the likely results would have unforeseen problems that I would have to address and overcome as I went.
Even using a vacuum chamber and pump air bubbles are a bitch that are a pain in the ass to resolve! Casting is actually prohibitively expensive, both in cost of materials and in the time that it takes to actually do. Principally because when you decide to do casting you cannot use the workspace for anything else concurrently because all of the bits and pieces that you need to use just kind of spreads. The cost of materials is surprisingly expensive, especially when talking about making the moulds. I had to use an entire months disposable income to purchase a 2kg kit and I've used about half of that already on these vehicles.
This isn't a project for the faint hearted...
Anyway, this is where I am with my Black Brigade at the moment:
 |
| The casting efforts to date |
Just a quick view of all of my casting efforts to date. This image shows everything except a couple of misfires which I've kept around for use of parts.
 |
| 2 full platoons of Vickers E type A and type B's |
The thing that started this whole thing was a lack of decent sculpts of Vickers E tanks out there, this was the first vehicles sculpt I had ever done and I have to say, now that they are cast and ready to rock and roll, they must still be my favourites (with the possible exception of the C7P's)
You will notice that the machine gun turrets are metal, and that's because I couldn't be bothered to sculpt my own as I had so many spares laying around after making my 7TP jw platoons, I decided to use them as they were the same as the ones used on the Vickers E's in 1939. A convenient shortcut!
...and these babies are pretty much bubble free!
 |
| C7P artillery and recovery tractors |
Not strictly a vehicle that was used by the Black Brigade in 1939 they were however attached to the 121st Light Tank Company in 1938, and as I need to use them for other forces in my Polish army I thought I would post them here anyway.
I doubt they will see much use BUT I'm so proud of my sculpting on this little baddass that I just couldn't pass an opportunity to show them off!
You can see that there are actually bubble cavities on these but they are small enough that they will be easily disguised and/or repaired by my reckoning.
 |
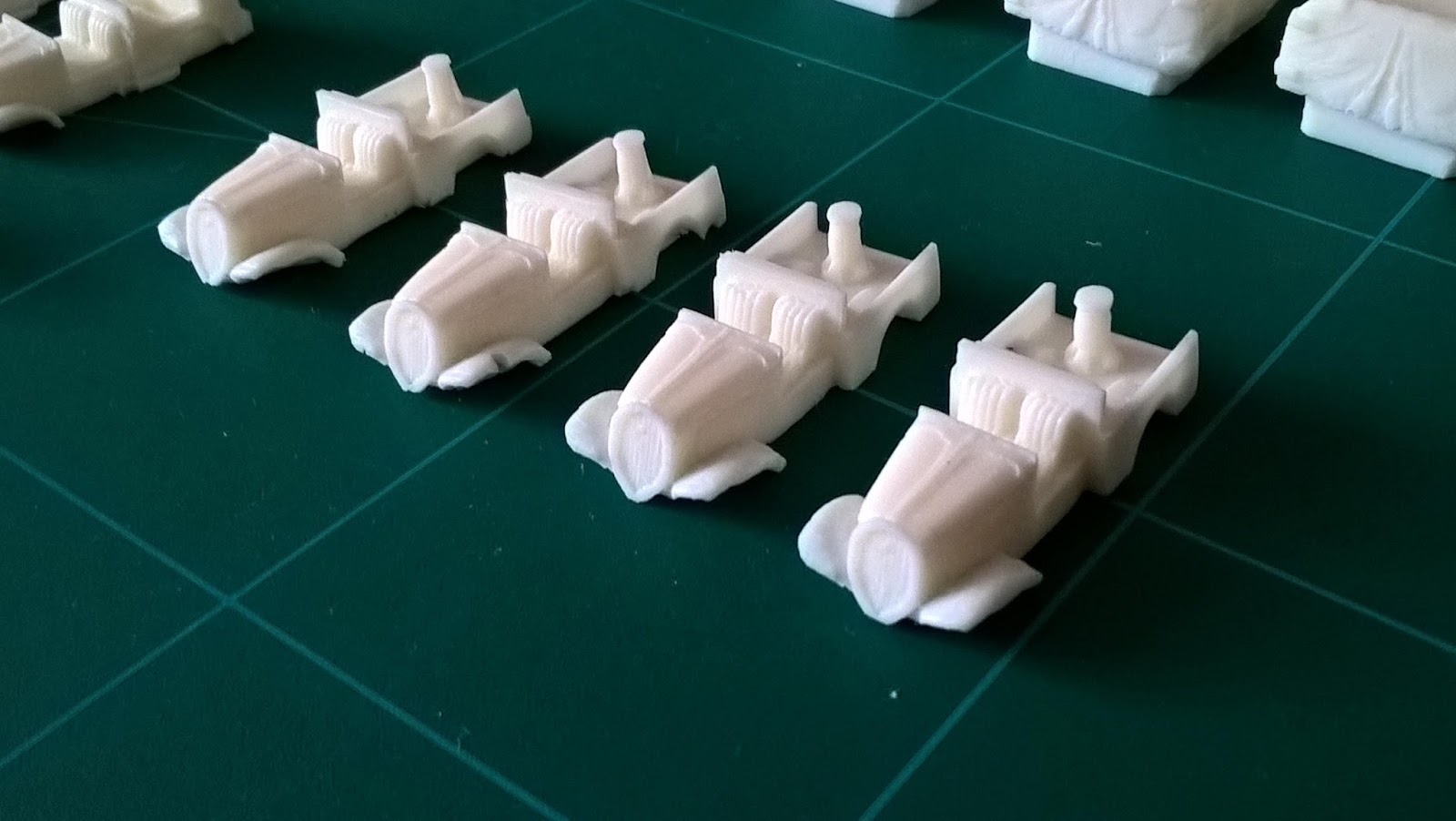
| Polski Fiat 508 Lazik staff cars and Polski Fiat 508/518 Light Artillery Tractors |
Here we can see the bare bodies of the Polish staff car (which will also be used for my Piechoty Company and Anti Aircraft platoons) and the light artillery tractor that hauled the anti tank guns for the Brigade.
I really struggled with all of the light vehicles as if I pulled them out too soon the vehicles would deform so badly I wouldnt be able to reform them, and on some of them if I left them to cure for too long the fenders would be so brittle that when I pulled them out they would snap so I would have to time it properly to pull them out of their moulds whilst the curing was still in the Green Phase but quite advanced so that the cast still had a little flexibility.
On the whole its worked out quite well and what bubble cavities there are can easily be filled although on the artillery tractors the tread board that comes forward from the rear wheel arch is a consistent problem with the casting and may take a little more brain energy to fix
 |
| Polski Fiat 508 Tczankas |
I'm quite pleased with the motorised Tczanka's that I've run off. The forward radiator grill isn't quite where it should be but on the whole, and considering the abject lack of of images and schematics available for design I think I've produced something quite convincing.
You can see that the third one along has a few more defects than the others so I would say that I'm likely to attempt casting up more until I can get more of the quality of the first in the row.
 |
| Polski Fiat 508 Furgon's |
These light utility vehicles were used to ferry around the HMG platoons and such like so I couldn't get away with not having them. They were the last to be done and took the longest of the light trucks because of the enclosed cab which I had quite a bit of wrangling with to get right (ish) LOL.
The castings of these were completed quite early and so have a lot of the initial casting flaws so although I've got four on display here I'm currently running a few more off so that I can see if I can get casting quality up to the last one that was cast (the first in the row above).
I'm also pretty sure that I've got a bit of scale creep on these so I may have to go back to the drawing board and increase the size of the wheels very slightly... more on that later!
 |
| Polski Fiat 621L's soft backs |
If there is one thing that the Black Brigade fields in spades its trucks and half tracks. All of these (to the tune of at least 24) need to have soft backs as I am not a fan of seeing military trucks with nothing in the back!!!
I need so many of these that I think Ill be casting these up long after I've finished casting everything else! Thankfully the design is simple with very little undercutting that could lead to mould tear and the mould is quite well built anyway!
 |
| Light Truck Wheels |
As you can see from the above image I anticipate needing a load of wheels for the light trucks and staff cars so I made a couple of different designs and just kept running them off.
I'm likely to need more as air bubbles in these are really a pain in the ass BUT with the right amount of prodding and poking with cocktail sticks usually gets rid of the problem!
 |
| Pneumatic Tyres |
The Polish Motorised Artillery Regiments had all of the wheels on their guns replaced from spoked wheels to giant pneumatic tyres and whilst I have enough metal ones for my Light battery of 75's the 100mm Howitzer battery needs a lot of conversion both to the tyres and the gun shield so I decided to cast up some options!
 |
| Windshield frames |
With so many light trucks and staff cars now in my Polish army there is a constant need for windshields so I created some light and flat moulds which I could pour micro amounts of Polyurethane Resin into... and THIS is the reason why I bought the Fast Casts Resin that I did. Because its capable of curing in really REALLY thin sheets which resin usually cannot do as the curing process relies on internally generated heat from the chemical reaction.
No problem here though!
 |
| Staff Car seats |
...and finally we come to the last element that needs to be independently cast; the front seats for the Polski Fiat 508 Lazik staff cars.
Not much to say about these really!
So there we have it. This is where I'm up to. I'm still casting up extras just to see if I can improve the quality of the models that I will actually use although I don't see me doing that for much longer as I only need a few now.
I also haven't included the 4TP and 10TP tanks here as they are both quite complicated moulds and I need a bit more time to get my head around how I will resolve the casting issues due to the complex undercutting and heavy details around the cannon barrels...
More on that later though. In the meantime:
FIX BAYONETS!!!!
(I wonder if that will ever be cliched?)





































